
Walk through any machine shop. The freshly machined parts on the inspection table look raw. They have visible tool marks. They may have small burrs on the edges. Aluminum parts are already starting to oxidize. Steel parts will rust within days.
The part on your assembly line needs to look different. It needs to resist corrosion. It may need to look good — consistent color, smooth surface, no burrs. It may need to be wear-resistant, or conductive, or non-stick.
That transformation happens in surface finishing.
We offer a full range of surface finishing services. Some are done in-house. Others are managed through long-term finishing partners. In all cases, we handle the logistics, quality control, and documentation so you receive finished, ready-to-assemble parts.
Anodizing (Type II) is the most common finish for aluminum parts. The part is immersed in an electrolytic bath, where the surface converts to aluminum oxide. The oxide layer is porous, which allows it to absorb dye for color anodizing.
Clear anodize (Type II, Class 1) produces a natural silver finish. Corrosion resistance is good — 500+ hours salt spray. Clear anodize is the standard for industrial parts that need protection but not a specific color.
Color anodize (Type II, Class 2) adds dye to the anodizing process. Available in black, red, blue, gold, green, orange, and purple. Color anodizing is cosmetic — the color is uniform and does not chip or peel because it is part of the oxide layer, not a coating.
One note: 7075 aluminum anodizes unevenly because of its copper content. The color may appear streaky or darker in some areas. For cosmetic color parts, 6061 aluminum is a better choice.
Hard anodize (Type III) produces a much thicker oxide layer — 25-150 microns versus 5-18 microns for Type II. The process uses lower temperature and higher current density. Hard anodize is dark gray or black. The surface hardness reaches 60-70 HRC — harder than tool steel. Hard anodize is used for wear surfaces: pistons, cylinders, valves, and any part that slides against another component.
Chemical film (Alodine / Chem film / Iridite) is a thin conversion coating that provides moderate corrosion resistance (100-200 hours salt spray) while maintaining electrical conductivity. The finish is yellow or clear. Chemical film is used for aerospace parts where conductivity is required (for lightning strike protection or grounding) and as a primer before painting.
Bead blasting is not a protective finish — it is a surface preparation. Glass beads or aluminum oxide particles are sprayed at high pressure, creating a uniform matte texture. Bead blasting hides tool marks and prepares the surface for anodizing or painting. Bead blasting does not add corrosion resistance.

Passivation is the standard finish for stainless steel parts. The part is immersed in an acid bath (nitric or citric acid) that removes free iron from the surface, leaving a chromium-rich oxide layer. The part looks the same as before, but the corrosion resistance is dramatically improved. Passivation is required for medical devices, food processing equipment, and marine applications.
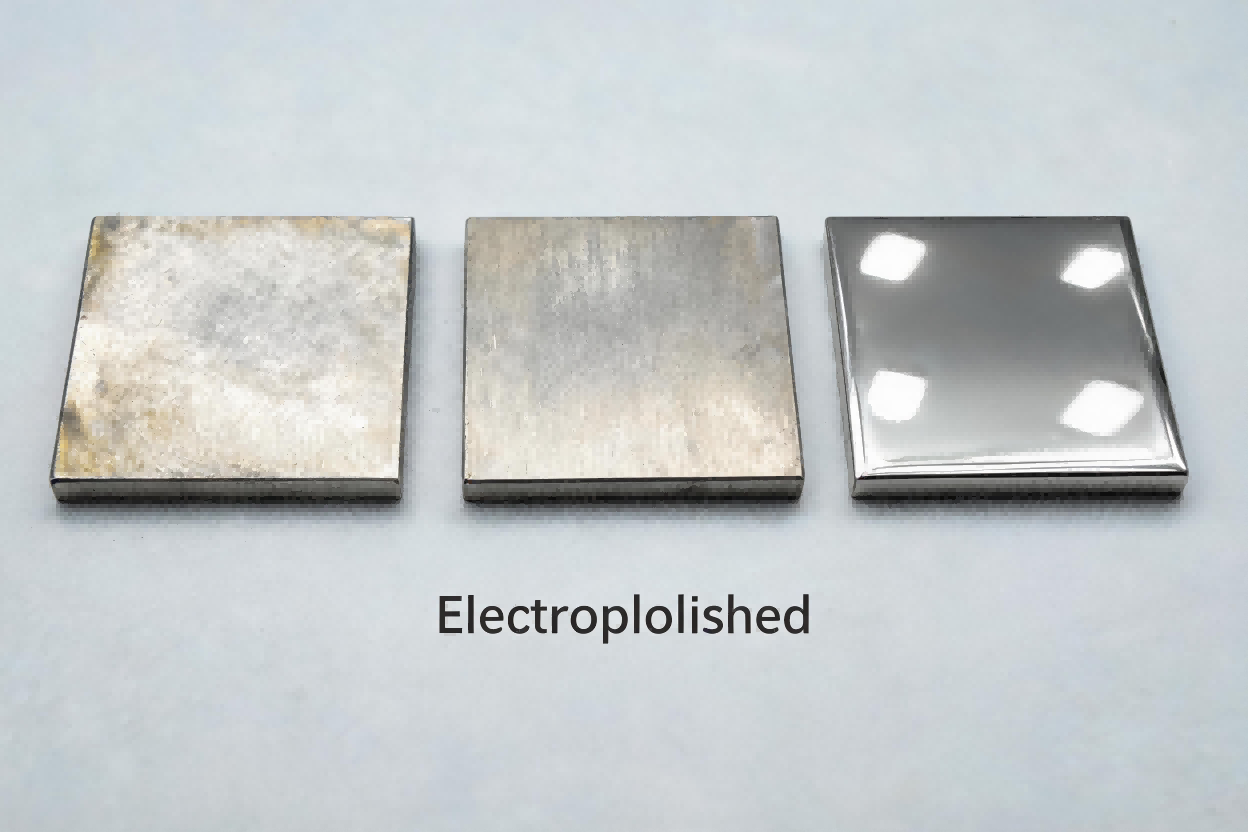
Electropolishing goes a step beyond passivation. The part is the anode in an electrochemical bath that removes a thin layer of material — typically 0.01-0.05mm. The process smooths microscopic peaks, resulting in a mirror-bright, highly reflective surface. Electropolishing improves corrosion resistance even more than passivation and creates a surface that resists bacterial adhesion. Electropolishing is used for medical implants, pharmaceutical equipment, and cosmetic stainless steel parts.
Mechanical polishing uses abrasive wheels and compounds to physically smooth the surface. We offer two levels: brushed (directional lines, matte finish) and mirror (highly reflective, no visible lines). Mechanical polishing does not improve corrosion resistance — in fact, it can remove the passive layer. Polished parts should be passivated after polishing.
Bead blasting on stainless steel produces a uniform matte finish that hides tool marks. Bead blasted parts should be passivated after blasting to restore corrosion resistance.
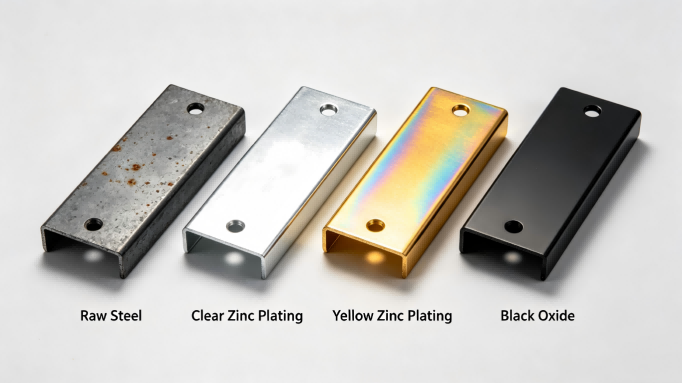
Zinc plating is the most cost-effective corrosion protection for steel. The part is electroplated with a thin layer of zinc (5-15 microns), then dipped in a chromate conversion coating. Clear chromate produces a silver finish with 100-200 hours salt spray resistance. Yellow chromate (also called gold or iridescent) produces a yellow/gold finish with 200-500 hours salt spray resistance. Blue chromate is a newer option with environmental benefits.
Zinc plating is standard for fasteners, brackets, stampings, and any steel part that will be used indoors or in mild outdoor environments.
Black oxide is a chemical conversion coating that produces a matte black finish. The part does not build thickness — the oxide is only 1-3 microns deep. Black oxide provides minimal corrosion resistance on its own and is typically oiled or waxed afterward. Black oxide is used for tools, gun parts, and any application where a non-reflective black finish is needed.
Nickel plating (electroless) deposits a nickel-phosphorus alloy onto the part through a chemical reaction, not electricity. The coating is uniform — it covers internal threads and blind holes equally well. Hardness is 450-550 HV as-plated, and heat-treatable to 650-700 HV (roughly 60-65 HRC). Corrosion resistance is excellent — 500+ hours salt spray. Nickel plating is used for high-wear components, aerospace parts, valves, and pumps.
Powder coating applies a thick polymer coating (50-150 microns) to steel or aluminum. The part is electrostatically sprayed with dry powder, then baked in an oven where the powder melts and flows into a durable coating. Powder coating is available in any RAL color, in gloss, matte, textured, or wrinkle finishes. Corrosion resistance is excellent (1,000+ hours salt spray). Powder coating is used for outdoor equipment, automotive parts, industrial enclosures, and any part that needs heavy protection and a cosmetic appearance.

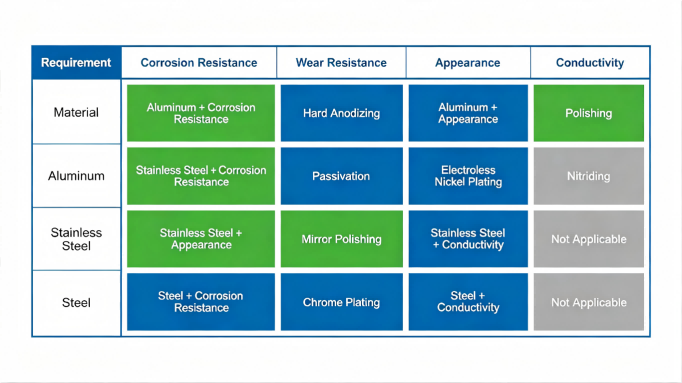
If your part is aluminum and you need corrosion protection and a natural silver appearance, choose clear anodize. If you need a specific color for branding or cosmetics, choose color anodize. If the part slides against another surface and needs wear resistance, choose hard anodize. If the part needs to conduct electricity (for grounding or EMI shielding), choose chemical film. If appearance is not critical and the part will not see moisture, as-machined or bead blasted may be fine.
If your part is stainless steel and it will be used outdoors, in medical applications, or in food processing, passivation is required. If you need a smooth, easy-to-clean surface (for medical or pharmaceutical applications), choose electropolishing. If you need a cosmetic finish, choose mechanical polishing followed by passivation.
If your part is steel and it will be used indoors in a dry environment, zinc plating is usually sufficient. If it will be used outdoors or in a wet environment, consider yellow zinc or nickel plating. If you need a black, non-reflective finish, choose black oxide. If you need heavy abrasion and corrosion resistance, choose nickel plating or powder coating.
Most finishes add 1-3 days to your overall order lead time.
Passivation and bead blasting add about 1 day. Anodizing (clear or color) adds 1-2 days. Zinc plating adds 1-2 days. Black oxide adds 1-2 days. Powder coating adds 2-3 days. Electropolishing adds 2-3 days. Nickel plating adds 2-3 days. Hard anodize adds 2-3 days.
Cost varies by finish, part size, and batch size. As a rough guide for a typical medium-sized part (50 x 50 x 20mm):
Bead blasted: +$1-2 per part
Clear anodize: +$2-4 per part
Color anodize: +$3-5 per part
Zinc plating: +$2-3 per part
Black oxide: +$2-3 per part
Passivation: +$2-4 per part
Powder coating: +$4-8 per part
Hard anodize: +$5-10 per part
Electropolishing: +$6-12 per part
Nickel plating: +$8-15 per part
These are estimates. For an accurate cost, send us your part specification.
For anodizing, we follow MIL-A-8625 (Type II and Type III). For passivation, we follow QQ-P-35 (US) or ASTM A967. For zinc plating, we follow ASTM B633. For electroless nickel, we follow ASTM B733. For powder coating, we follow AAMA 2603/2604 for architectural use, or customer specifications for industrial parts.
We provide test reports on request: salt spray (per ASTM B117), coating thickness, adhesion (cross-hatch or tape test), and hardness.
Some features should not be coated. Threaded holes need to be masked before anodizing or powder coating, otherwise the coating will build up and the threads will not fit. Critical mating surfaces may also need masking.
We offer precision masking using silicone plugs, caps, tape, or fixturing. Tell us which features need to remain uncoated, and we will handle the masking.
If you have a part that needs surface finishing — whether it was machined by us or not — send us the part specification and your requirements. We will recommend the best finish and provide a quote.
We also offer finishing as a standalone service. If you have parts that were machined elsewhere but need anodizing, plating, or coating, we can help.

CTA: Send us your part specification (material, dimensions, finish requirements). We will recommend the best finish and provide a quote within 24 hours.
MOTS CLÉS :
Tél : 0755-23596843
WhatsApp : +86-13267211181
E-mail : sales02@gt-proto.com
No.18, Shaqi Community Center Road, Xinqiao Street, Baoan District, Shenzhen, Guangdong Province, China 518104
Links :
test© 2026 Shenzhen GT Prototype Co., Ltd Tous les droits sont réservés.
Plan du sitePolitique de confidentialitéXml