
Injection molding is not the right solution for every project. The tooling is expensive. The lead time is long. The design changes that are easy with CNC machining or 3D printing become expensive mold modifications.
But when your volume crosses a certain threshold, nothing else comes close. The per-part cost drops to pennies. The cycle time is measured in seconds. And the consistency from the first part to the hundred-thousandth part is virtually perfect.
The question is not whether injection molding is a good process. It is whether your project has the volume to justify it.
We have been building injection molds for Western clients for [X] years. We have built aluminum molds for 1,000-shot pilot runs. We have built hardened steel molds for 2,000,000-shot production runs. We have built single-cavity molds for low-volume parts and 16-cavity molds for high-volume consumables.
The approach we recommend depends entirely on your volume and your timeline.
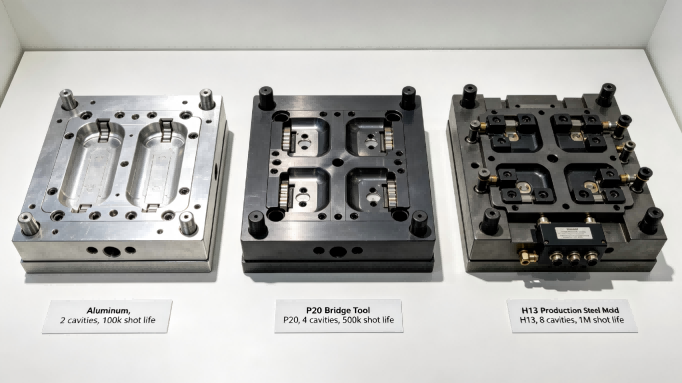
Aluminum prototype tooling is for volumes of 1,000 to 5,000 shots. The mold is machined from 6061 or 7075 aluminum. Lead time is 10-15 days. Cost is $800 to $3,000. Aluminum tools are ideal for product validation, clinical trial quantities, and early market testing. They are also easier to modify than steel tools, which is valuable when your design is not yet frozen.
Bridge tooling uses P20 steel — a pre-hardened tool steel that is easier to machine than full-hardened steel but more durable than aluminum. Bridge tools produce 5,000 to 20,000 shots. Lead time is 15-25 days. Cost is $2,500 to $8,000. Bridge tooling is ideal for pre-production runs, market launch quantities, and situations where you need parts while production tooling is being built.
Production steel tooling uses H13 or S7 tool steel, hardened to 48-52 HRC. These tools produce 100,000 to 1,000,000+ shots. Lead time is 25-45 days. Cost is $8,000 to $50,000 or more, depending on cavity count and complexity. Production steel tooling is for mature products with stable designs and high annual volumes.
Multi-cavity and hot runner systems add upfront cost but reduce per-part cost. An 8-cavity mold costs more than a 1-cavity mold, but it produces eight parts per cycle instead of one. For volumes above 100,000 parts per year, multi-cavity tooling pays for itself quickly. Hot runner systems eliminate the sprue and runner, reducing material waste and cycle time. They are standard for high-volume consumer products.
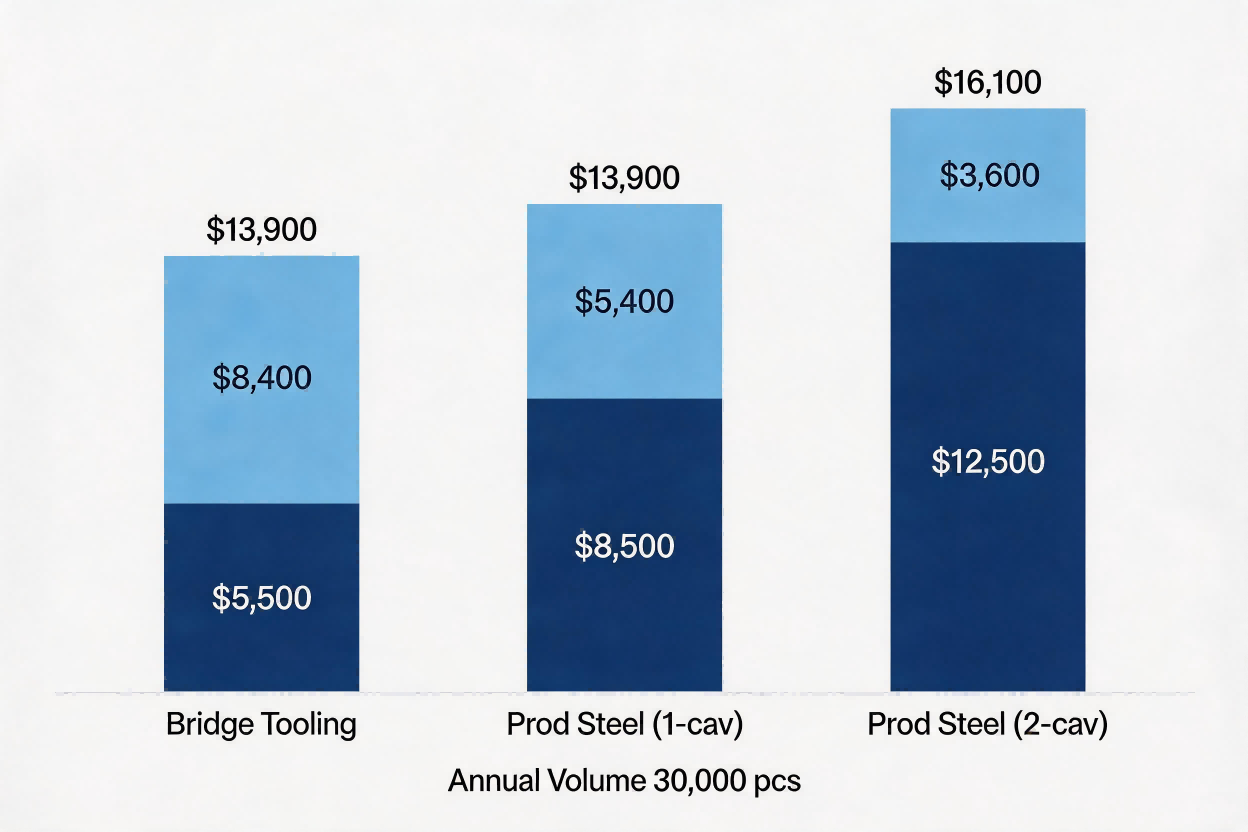
A German automotive supplier came to us with an ABS housing. Their annual volume was 30,000 pieces. Their local German tooling quote was €18,000 for a single-cavity steel mold, with a 10-week lead time, plus €0.45 per part.
We presented three options:
Option 1: Bridge tooling in P20 steel, $5,500 tooling, 18-day lead time, $0.28 per part. Total first-year cost: $5,500 + ($0.28 x 30,000) = $13,900.
Option 2: Production steel tooling (single cavity, H13), $8,500 tooling, 30-day lead time, $0.18 per part. Total first-year cost: $8,500 + ($0.18 x 30,000) = $13,900 as well — same total cost, but the production tool would last longer.
Option 3: Production steel tooling (2-cavity), $12,500 tooling, 35-day lead time, $0.12 per part. Total first-year cost: $12,500 + ($0.12 x 30,000) = $16,100. Higher first-year cost, but lower per-part cost for future years.
The customer chose Option 2. After two years, they added a second cavity to double their output. The original mold was still in good condition.
Before we cut a single piece of steel, we review your part design for manufacturability. This DFM review is free, and it often saves our clients thousands of dollars.
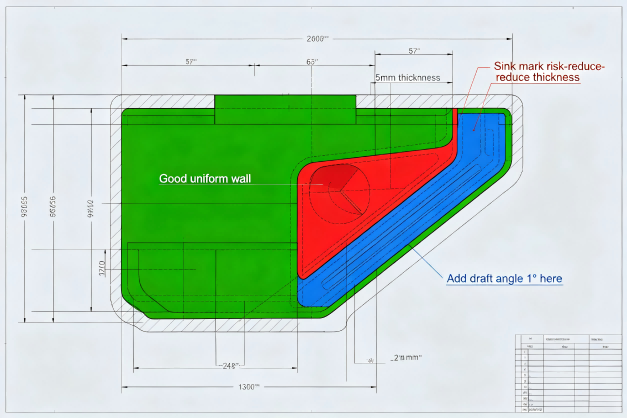
We look at wall thickness. Consistent wall thickness is the most important factor in injection molding quality. Thick sections cool slower than thin sections, causing sink marks and internal voids. We will flag any areas where the wall thickness changes abruptly and suggest gradual transitions.
We look at draft angles. Every vertical wall needs draft — a slight taper that allows the part to release from the mold. The standard recommendation is 1-2 degrees per side. Parts with no draft will stick in the mold, causing ejection marks or part damage. We will tell you exactly where to add draft and how much.
We look at ribs and bosses. Ribs add stiffness without adding thickness. But ribs that are too thick will cause sink marks on the opposite surface. The rule of thumb is rib thickness = 0.5 to 0.7 x nominal wall thickness. We will check your ribs and suggest adjustments.
We look at gate location. The gate is where molten plastic enters the mold. Gate location affects part strength, surface finish, and cosmetic appearance. We will recommend gate placement based on your part geometry and aesthetic requirements.
We look at ejection. Where will the ejector pins contact the part? On cosmetic surfaces, ejector pin marks may be unacceptable. We will suggest alternate ejection strategies — stripper plates, air ejection, or moving the pins to non-cosmetic surfaces.
We provide this DFM review as a written report, with images highlighting specific areas of concern. You can approve our suggestions, reject them, or ask for alternatives. But we will not start tooling until you have seen the DFM report.
We mold the full range of thermoplastic materials. The most common are:
ABS is the workhorse of injection molding. It is tough, impact-resistant, and accepts paint and adhesive well. ABS is used for enclosures, housings, automotive interior parts, and consumer products. Shrinkage is 0.4-0.7%.
PC (polycarbonate) is transparent and extremely impact-resistant. It is used for lenses, windows, and protective housings. PC requires high processing temperatures and careful drying. Shrinkage is 0.5-0.7%.
PP (polypropylene) is flexible, chemical-resistant, and inexpensive. It is used for living hinges, containers, and automotive components. PP has high shrinkage (1.0-2.0%) and requires careful mold design.
Nylon (PA6, PA66) is strong, wear-resistant, and absorbs moisture. Glass-filled nylon (PA66+GF30) is extremely stiff and strong. Nylon is used for gears, structural parts, and under-hood automotive components. Shrinkage varies by glass content.
POM (acetal / Delrin) is dimensionally stable, low-friction, and wear-resistant. It is used for precision gears, bearings, and clips. POM is easy to mold but degrades at high temperatures. Shrinkage is 1.5-2.0%.
PMMA (acrylic) is transparent and hard. It is used for lenses, displays, and cosmetic covers. PMMA is brittle and requires careful mold design. Shrinkage is 0.3-0.7%.
TPU / TPE are elastomers — flexible, rubber-like materials. They are used for soft-touch overmolding, gaskets, and seals. TPU/TPE requires special processing considerations.
PEEK is a high-performance engineering plastic. It is extremely strong, heat-resistant (up to 250°C continuous), and chemical-resistant. PEEK is used for aerospace, medical, and oil and gas applications. It is expensive and requires high processing temperatures.
LCP (liquid crystal polymer) is used for thin-wall, high-temperature applications. It flows easily and fills thin sections that other materials cannot. LCP is used for connectors, switches, and electronic components.

If you are in a regulated industry — medical, aerospace, automotive — your auditor will expect documentation from your supply chain.
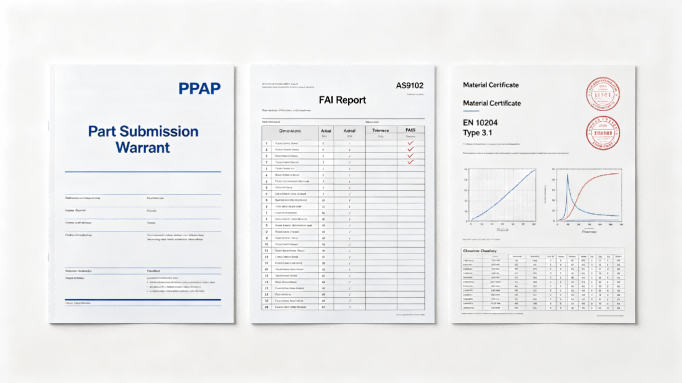
For medical parts (ISO 13485), we provide lot traceability from raw material to finished part, material certificates (EN 10204 Type 3.1), and dimensional inspection reports. For implantable devices, we provide additional cleaning validation and biocompatibility documentation.
For aerospace parts (AS9100), we provide First Article Inspection reports per AS9102, material traceability, and process control documentation. Note that we are a non-ITAR facility — we cannot accept ITAR-controlled parts.
For automotive parts (IATF 16949), we provide PPAP Level 3 documentation as standard. This includes the Part Submission Warrant (PSW), dimensional inspection report, material certificates, process flow diagram, control plan, and capability study (Cpk). For critical characteristics, we maintain Cpk ≥1.33.
We have passed audits from FDA, notified bodies, and major automotive OEMs. We can provide our current certificates and audit reports on request.
Injection molded parts often require secondary operations before they are ready to assemble.
We offer pad printing and laser marking for part identification and branding. We offer ultrasonic welding for joining two plastic parts. We offer heat staking for inserting metal components. We offer assembly — placing inserts, attaching hardware, and packaging kits.
If you need a finished assembly delivered to your line, we can do that. Many of our clients receive fully assembled, packaged, and labeled products from us.
The fastest way to get a meaningful quote is to send us your 3D CAD file (STEP format preferred) and your estimated annual volume. We do not need a finished drawing for an initial quote — the 3D model and volume are enough.
We will return a DFM report (free) and a firm quote within 48 hours. The quote will include tooling cost, per-part price, lead time, and any secondary operation costs.
If you are comparing us to other suppliers, we encourage you to ask them the same questions: What is the tool steel? What is the expected tool life? What is the cycle time? What inspection documentation do you provide? The answers will tell you who is building a tool that will last and who is cutting corners.

CTA: Send your 3D file (STEP) and annual volume. We will reply within 48 hours with a DFM report and firm quote.
Tél : 0755-23596843
WhatsApp : +86-13267211181
E-mail : sales02@gt-proto.com
No.18, Shaqi Community Center Road, Xinqiao Street, Baoan District, Shenzhen, Guangdong Province, China 518104
Links :
test© 2026 Shenzhen GT Prototype Co., Ltd Tous les droits sont réservés.
Plan du sitePolitique de confidentialitéXml